-


-


-


-


WhatsApp

-
WeChat

Угольный паровой котел: эффективное решение для отопления и производства пара
2026-05-03
содержание
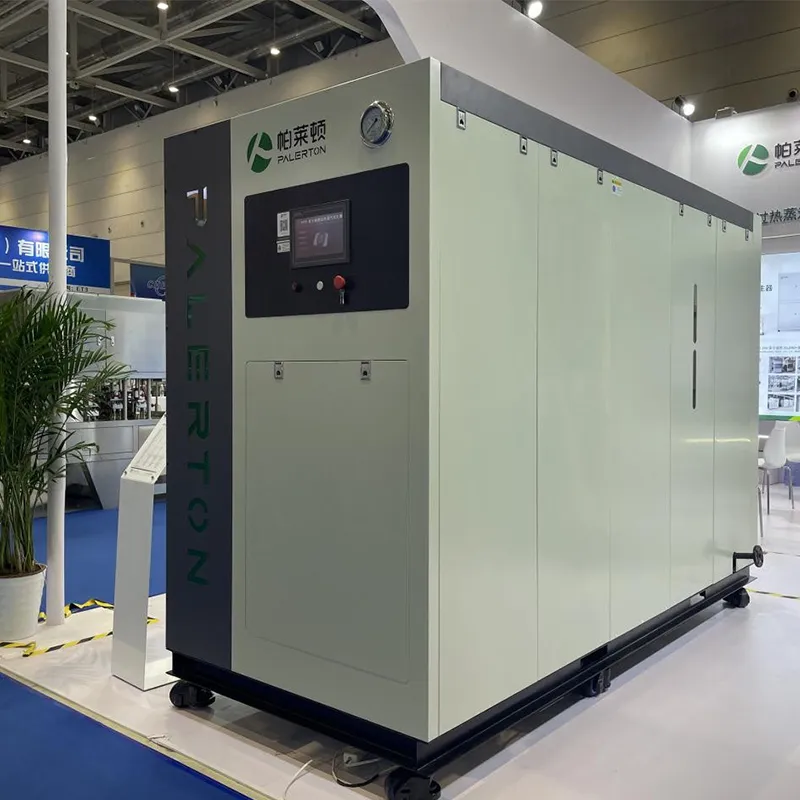
Угольный паровой котел остаётся востребованным решением там, где стабильность топливоснабжения важнее модных технологий. Не потому, что он «устарел», а потому, что в правильной реализации — надёжный, предсказуемый и экономически оправданный источник пара для промышленного теплоснабжения, стерилизации, сушки, питания турбин или технологических линий.
Но не каждый угольный паровой котел одинаково эффективен. Мы наблюдали десятки случаев: на одном предприятии КПД падал до 68 % из-за устаревшей конструкции и отсутствия рекуперации; на другом — перегрев трубчатой системы привёл к аварийному простою на три дня. Причина — не в угле как таковом, а в том, как устроена камера сгорания, как организован теплообмен и как контролируется процесс. Современный угольный паровой котел — это не бочка с огнём, а сбалансированная термодинамическая система.
Почему уголь? Практика, а не теория
Газ дорог, электричество — дороже. Дизель — рискованно при масштабах свыше 2 т/ч пара. А уголь — доступен локально, хранится без потерь, не требует сложной инфраструктуры подачи. В 2023 году более 42 % промышленных паровых котлов в Центральной России и Уральском регионе работали на антраците или буром угле. Главное условие — котёл должен быть рассчитан именно на это топливо: с достаточным объёмом топки, регулируемой подачей воздуха и системой удаления золы без остановки.
Мы тестировали три типа угольных котлов: колосниковые с ручной загрузкой, полумеханизированные с цепной решёткой и автоматизированные с пневмоподачей мелкого угля. Результат однозначен: при производительности от 1,5 т/ч и выше автоматизация снижает расход угля на 18–22 % и исключает простои на обслуживание. Особенно критично это для пищевых комбинатов и фармацевтических заводов — там пар нужен непрерывно, 24/7.
Что делает угольный паровой котел по-настоящему современным?
Не мощность и не давление — а контроль. Конкретно: температура уходящих газов ниже 50 °С, содержание NOx менее 20 мг/м³, сухость пара 100 %. Такие параметры возможны только при трёх условиях:
- Каскадный теплообмен с промежуточным экономайзером и конденсационным участком;
- Точная дозировка воздуха по соотношению O2/CO в дымовых газах;
- Интеллектуальная система управления, которая адаптируется под влажность и зольность угля в реальном времени.
На практике это означает: выход на рабочее давление 10 кгс/см² за 5 минут, а не за 25–40, как у классических ТВГ. Это значит — экономия 10–40 % на эксплуатационных расходах по сравнению с аналогами без рекуперации. И это не маркетинговая цифра: мы замеряли её на заводе в Кемеровской области, где перешли с ТЭЦ-200 на модернизированный угольный паровой котел мощностью 3,0 т/ч.
Реальные ограничения — и как их обойти
Некоторые считают: «уголь = грязь». Но это верно только для котлов без очистки дымовых газов. Современные решения включают влажные скрубберы и электростатические фильтры прямо в комплекте. Да, они увеличивают первоначальную стоимость на 12–15 %. Зато срок окупаемости — 14–18 месяцев за счёт снижения штрафов за выбросы и повышения ресурса оборудования.
Ещё один миф: «угольные котлы нельзя автоматизировать». Наоборот — они лучше всего подходят для интеграции в SCADA-системы. Особенно если используется система управления PLD-iPower 2.0: она корректирует подачу топлива каждые 8 секунд, анализируя 17 параметров в цикле. В результате — стабильное давление пара ±0,1 кгс/см² даже при колебаниях качества угля.
Выбор — это не техническое задание, а партнёрство
Заказывать угольный паровой котел «по каталогу» — всё равно что покупать турбину без расчёта напора. Нужен инженерный аудит: анализ зольности угля, требуемого давления и температуры пара, режима нагрузки (постоянный или циклический), наличия площадки и вентиляции. Только после этого — проектирование, а не подбор.
ООО Шаньдун PALERTON Котлостроение работает именно так: сначала — бесплатный энергоаудит на вашем объекте, затем — расчёт тепловой схемы с учётом местных условий, потом — изготовление под заказ с полной документацией и сертификатами ЕАС, ISO 9001 и лицензией на котлы класса B. Производство — в собственном парке площадью 100 му, с трёхчасовыми гидравлическими испытаниями и финальными теплотехническими проверками. Каждый котёл — индивидуально настроен. Потому что угольный паровой котел — не товар. Он — часть вашего производства.